7*24小时服务热线:
7*24小时服务热线:


更新时间:2024-05-08 16:31:30
点击:3096
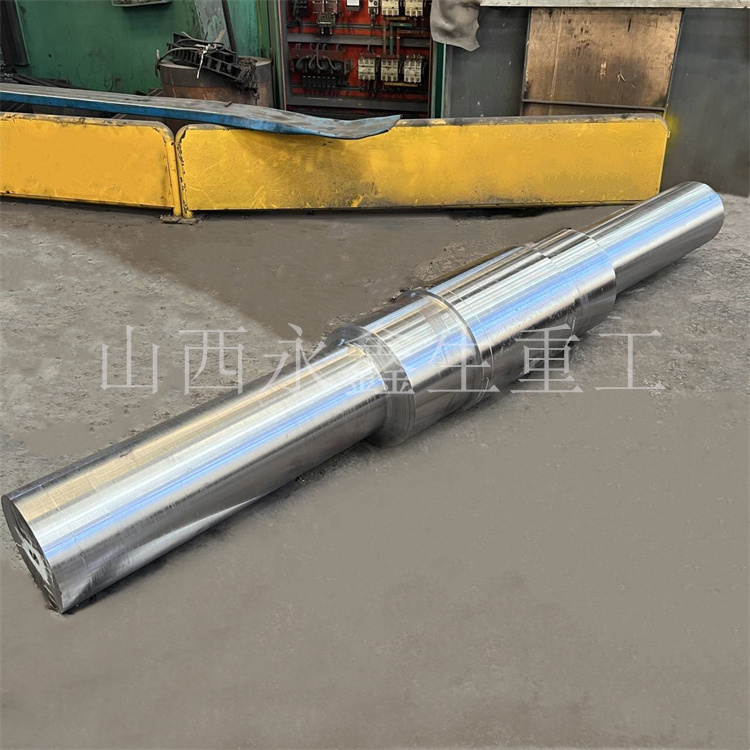
希望通过本文的介绍,可以让大家对42crmo筒锻件毛坯调质热处理工艺有些基本了解,下面就跟我们一同来了解一下吧。近年来,中国石化实施了汽油和柴油锻造的全面升级,拉动了改造工程核心设备加氢反应器的市场需求,中国一重紧跟市场形式不断创新制造技术,承制了国内大部分的锻焊结构加氢反应器。现在分享在生产过程中研发的大壁厚加氢反应器锻件毛坯调质热处理工艺,用以取代原粗加工调质的生产制造工艺。

大壁厚毛坯调质可行性论证2 1/4Cr-1Mo-1/4V钢多用于制造加氢反应器,为了保证满足技术条件中的各项验收指标,通常采用锻后热处理+粗加工调质的热处理方式。在2 1/4Cr-1Mo-1/4V钢中,合理的Cr、Mo合金元素含量可以保障锻件具有较高强度和较好淬透性;少量的V可以细化晶粒,提高强度和韧性。并且,近年来一重采用粗加工+调质的工艺生产的此种材质筒节锻件性能合格率几乎达到100%。对于壁厚小于400mm的锻件采用毛坯调质工艺生产的锻件性能也基本满足技术要求。因此,2 1/4Cr-1Mo-1/4V钢大壁厚加氢筒节锻件采用毛坯调质的方式进行性能热处理具备可行性。
经了解后500mm厚(毛坯锻件有效壁厚)筒节锻件进行了毛坯调质热处理的试验性研究。以上在以往类似加氢筒节锻件的生产中,为了防止粗加后调质变形超差无法满足精加尺寸,通常在工艺准备时给筒节锻件壁厚方向留取一定的热处理余量。在保证筒节锻件全部淬透的基础上,本锻件毛坯调质工艺准备时热处理余量相对于原粗加工留量的基础上在筒节壁厚方向减少了30mm左右,这样就使锻件锭型由原来的220T缩减为202T,节约了钢水18T,大大降低了生产成本。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码