7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-16 12:34:43
点击:192
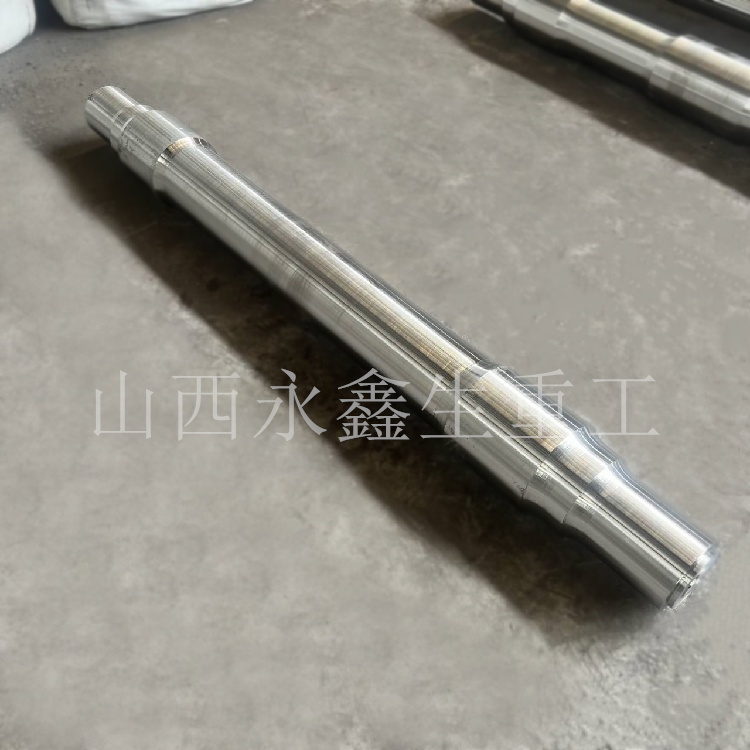
作为极端工况专属的超级双相钢轴锻件,F55(对应牌号UNS S32760)凭借超强耐腐蚀性、高力学性能,成为深海设备、高浓度酸碱化工等领域的核心部件。而F55轴锻件的品质,从根本上取决于锻造工艺的每一个细节。今天,我们走进深耕锻造行业30年的源头厂家——山西永鑫生锻造厂,实拍F55轴锻件定制的完整锻造全过程,带大家直观感受,一件合格的F55轴锻件,如何从钢锭历经千锤百炼,蜕变为工业重器,解锁源头厂家的精工密码。
实拍第一步:原料甄选,从源头筑牢品质根基。永鑫生作为源头厂家,F55轴锻件定制的首要环节,就是严格筛选原料。我们实拍看到,工人师傅将符合ASTM A182标准的F55超级双相钢锭运至原料区,每一块钢锭都附带材质合格证明,随后通过光谱分析仪进行成分检测,确保铬含量25%、钼含量3.5%等关键成分达标,耐点蚀当量PREN值≥45,从源头杜绝劣质原料,为后续锻造奠定基础,这也是永鑫生F55轴锻件性能稳定的核心前提之一。

实拍第二步:精准下料,适配定制规格需求。针对客户不同的定制需求,永鑫生采用数控切割设备,根据图纸尺寸对钢锭进行精准下料。我们实拍发现,下料过程中,工人师傅全程监控切割精度,确保下料尺寸误差控制在±0.5mm以内,避免因尺寸偏差影响后续锻造成型。同时,对切割后的钢锭进行表面打磨,去除氧化皮和毛刺,确保钢锭表面平整,为加热环节做好准备,凸显源头厂家的精细化管控。
实拍第三步:智能加热,严控温度把控韧性。加热是F55轴锻件锻造的关键环节,直接影响锻件的内部组织和力学性能。我们实拍看到,永鑫生采用智能温控加热炉,将打磨好的钢锭送入炉内,严格控制加热温度,始锻温度不高于1180℃,避免加热过高出现超量铁素体影响性能;加热过程中,红外测温仪实时监控温度,确保钢锭均匀受热,经过4-6小时的缓慢升温,钢锭通体呈现橙红色,内部晶体结构变得柔软可塑,达到最佳锻造状态后,方可出炉进入锻打环节。
实拍第四步:千锤锻打,塑造致密组织。锻打环节是F55轴锻件成型的核心,也是最具视觉冲击力的一步。我们实拍见证,出炉后的钢锭被快速转运至8000T油压机下,工人师傅操控设备,对钢锭进行镦粗、拔长、滚圆等多道锻打工序。每一次液压机下压,都伴随着清脆的金属撞击声,氧化皮如碎屑般脱落,钢锭在千吨压力作用下逐渐塑形。永鑫生师傅凭借30年锻造经验,精准把控锻打力度和频率,确保锻比控制在≥3,彻底消除钢锭内部气孔、疏松等缺陷,细化金属晶粒,让锻件组织更致密,同时严格控制终锻温度不低于950℃,避免冷作硬化导致开裂。

实拍第五步:固溶热处理,优化性能峰值。锻打成型后的F55轴锻件,并非直接进入精加工,而是要经过专业的固溶热处理。我们实拍看到,锻件被送入热处理炉,采用1025-1125℃高温固溶处理,随后进行高温水淬,通过精准控制降温速度,优化奥氏体与铁素体的双相比例,让F55轴锻件的耐腐蚀性和力学性能同步提升,确保抗拉强度≥750MPa、屈服强度≥550MPa,满足极端工况的使用需求,这也是永鑫生F55轴锻件区别于小厂家的核心工艺优势。
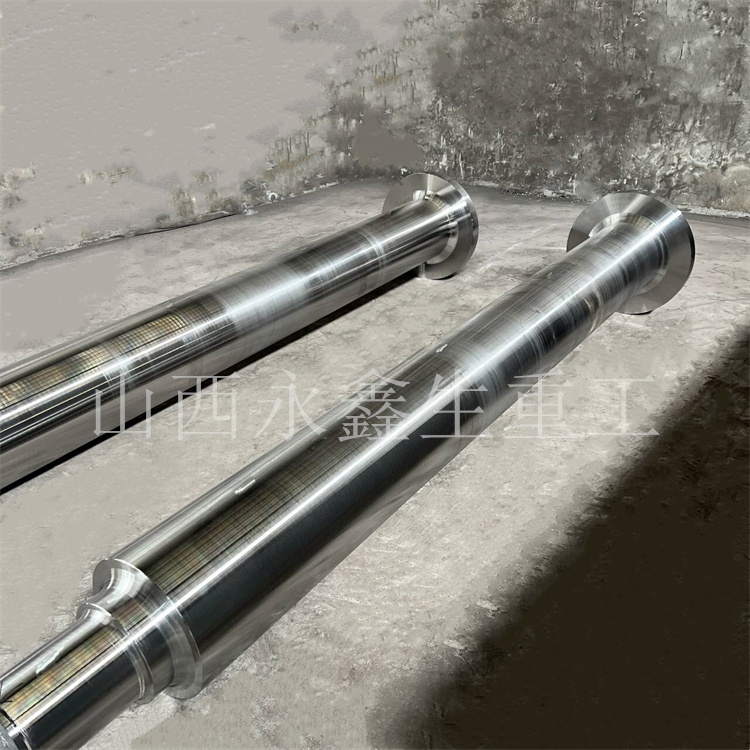
实拍第六步:精加工与全流程检测,确保定制达标。热处理后的F55轴锻件,进入精加工环节。我们实拍发现,工人师傅操控五轴联动数控机床,对锻件进行车削、磨削等加工,精准把控轴径、长度等关键尺寸,确保尺寸精度符合客户定制图纸要求,表面粗糙度Ra≤0.8μm。加工完成后,进入全流程检测环节,通过超声波探伤检测内部缺陷、磁粉探伤检测表面缺陷,同时再次进行力学性能和材质检测,每一件成品都附带完整的检测报告,确保不合格产品绝不出厂。
实拍全程可见,永鑫生作为F55轴锻件定制的源头厂家,拥有全套生产设备和成熟的锻造工艺,从原料甄选到成品出厂,每一个环节都精益求精、全程可控。不同于中间商,永鑫生可直接对接客户,按需定制不同规格、不同工况的F55轴锻件,省去中间差价,同时提供一对一技术指导,解决客户定制过程中的各类疑问。从钢锭到成品,每一件F55轴锻件的诞生,都离不开永鑫生师傅的匠心坚守和严苛管控。实拍永鑫生F55轴锻件锻造全过程,我们看到的不仅是精湛的锻造工艺,更是源头厂家的实力与担当。作为深耕锻造行业30年的老牌厂家,永鑫生以实拍见证品质,用精工铸就可靠,凭借定制化服务、严苛的质量管控和实惠的价格,成为众多企业F55轴锻件定制的首选源头厂家,用每一件合格的产品,为极端工况设备的稳定运行保驾护航。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码