7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-11-10 15:38:12
点击:3884
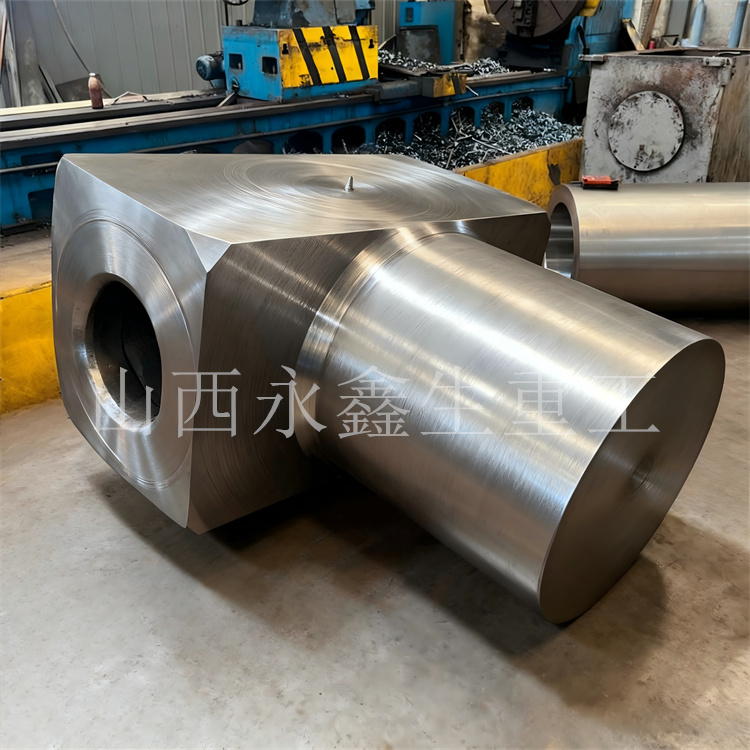
齿坯锻造工艺可以分为自由锻、模锻和轧制三种。锻造工艺可以改善坯料的铸态组织、细化晶粒,得到内部组织好、强度高的优质毛坯。大型齿坯一般用自由锻和环件轧制工艺生产,齿坯形状一般比较简单。汽车工业中广泛使用小型锻造齿轮的典型形状为圆盘状,由于其使用量大,适合采用高精度、高效率的工艺方法生产,一般采用模锻工艺制造。齿坯模锻工艺有开式模锻工艺和闭式模锻工艺两种。
开式齿坯模锻工艺采用模锻锤、蜾旋压力机或机械压力机(常称“热模锻压力机”)为锻造主机,将长棒料剪切成小段坯料后加热,一般分镦粗、预锻、终锻等几个工序完成锻件的成形,然后将飞边切除得到齿坯锻件。开式模锻工艺是一种常用的工艺,对下料和加热等锻前工序要求不高,可以满足齿坯锻件的一般生产要求,缺点是有一部分材料形成飞边,切除后成为废料,存在材料与能源的浪费。
齿坯闭式锻造工艺就是针对开式模锻的缺点而开发出的一种工艺,优点是没有飞边损失,减少了机械加工余量和模锻斜度,从而降低了金属的消耗量,使锻件的形状和尺寸更接近于成品零件,提高了材料利用率;但同时对下料和加热等锻前工序提出了较高的要求,加大了锻造工艺的难度。
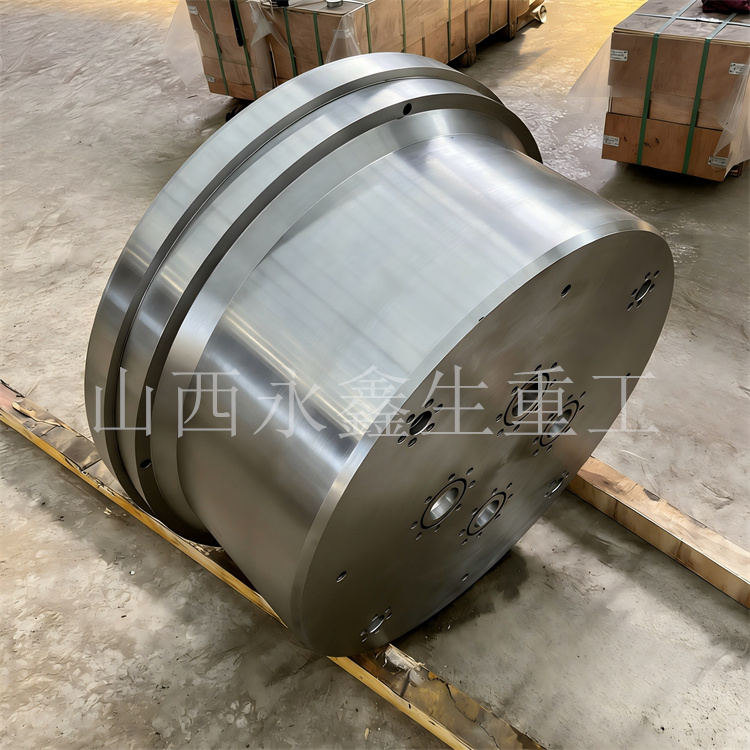
高速热镦锻机自动生产线上的闭式模锻成为大批量生产圆盘齿坯最理想的选择。高速热镦锻自动生产线的典型配置为料架、自动上料装置、感应加热炉、滚轮式送料机构和多工位高速热镦锻主机等.加热后的长棒料进入高速热锹锻机后,依次完成毛坯切断、整形、预锻、终锻、冲孔等工序,锻件在各工位之间的转送由机械手自动完成,高速热镦锻自动生产线可实现毛坯精化。锻件尺寸、形状接近机加工零件,提高材料利用率并节省机加工工时,供件具有更理想的金相组织和力学性能,生产率是普通锻造方法的数倍甚至十倍,综合经济效益十分显著,高速热镦锻工艺适用于产品品种少而生产量很大的齿坯锻造,所需设备目前国内还不能生产,造价昂贵,工艺设计和模具制造调整水平要求很高。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码